


Four-axis turntable tooling case
Release time:
2023-07-07
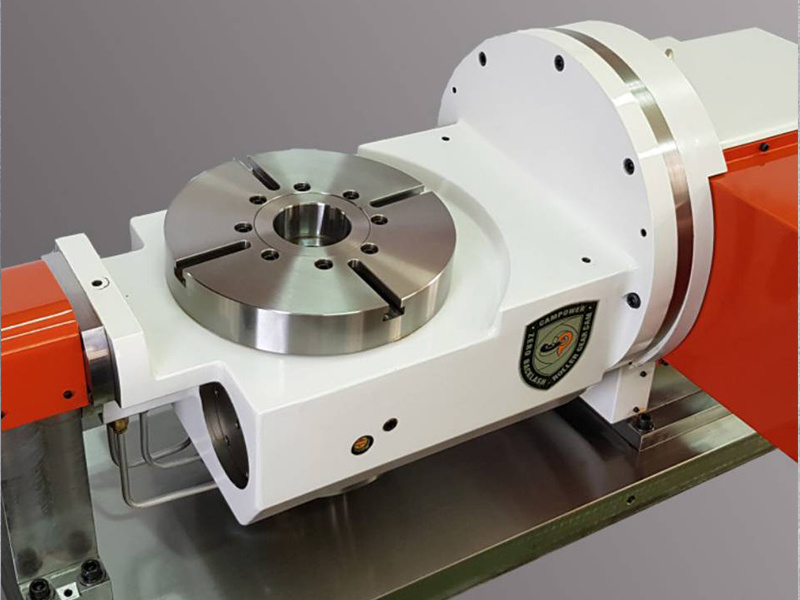
CNC turntable is a machine tool with a rotatable table, used to clamp the workpiece and achieve rotation and indexing positioning, referred to as the turntable or the fourth axis. According to the different functions, the turntable can be divided into two categories: general turntable and precision turntable. It is an important accessory such as boring machine, drilling machine, milling machine and slotting machine. It is used to process holes, grooves and inclined planes with indexing requirements. When the worktable is rotated during processing, it can process arc surfaces and arc grooves. General turntable according to the different structure is divided into horizontal turntable, vertical and horizontal turntable and universal turntable.
CNC turntable is a machine tool with a rotatable table, used to clamp the workpiece and achieve rotation and indexing positioning, referred to as the turntable or the fourth axis. According to the different functions, the turntable can be divided into two categories: general turntable and precision turntable. It is an important accessory such as boring machine, drilling machine, milling machine and slotting machine. It is used to process holes, grooves and inclined planes with indexing requirements. When the worktable is rotated during processing, it can process arc surfaces and arc grooves. General turntable according to the different structure is divided into horizontal turntable, vertical and horizontal turntable and universal turntable.
The following is the turntable in the actual processing application case:
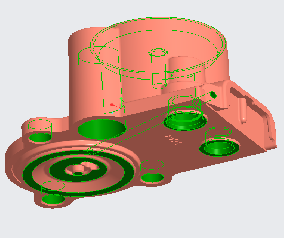
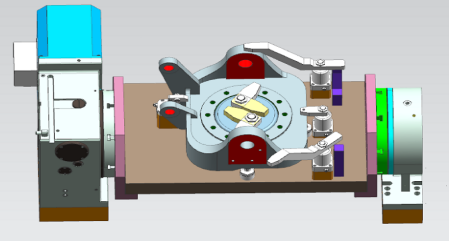
One: a stainless steel connector project scheme
Condition: the machining center is equipped with four axes: green part machining drilling, milling and tapping tooling scheme
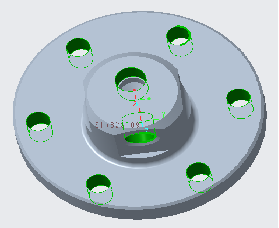
1. The side plane is used as the angular positioning surface, and the arc surface is clamped;
2. Yellow four-point support, four-point pressure holding;
3. Four-axis: each turn 90 degrees, processing a surface, rotating 4 times, complete four product processing at a time;

II: ABS Shell Project Scheme
Condition: machining center with four axes: green part tooling scheme
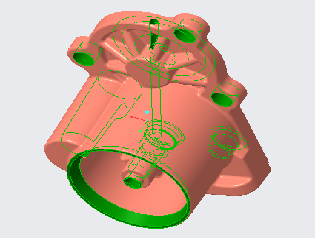
1. Bottom support, spring pin positioning, angular positioning surface, rotary clamping;
2. Four-axis tooling plan: each turn 90 degrees, processing a surface, rotating 3 times, once the completion of 10 product processing;

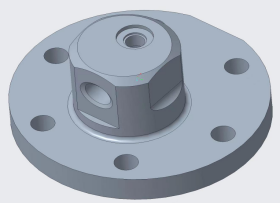
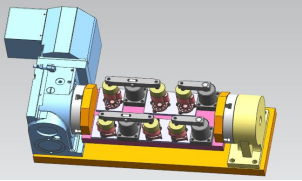
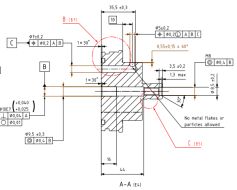
Three: spindle box project program
Conditions: machining center with four axes: through four-axis rotation in three processes
1. The green part is the processing position, and it is positioned with wool.
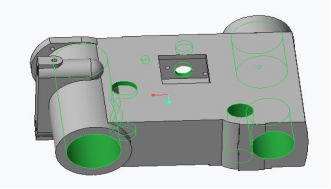
2.V-shaped positioning, one fixed support, two auxiliary supports, one side directional positioning
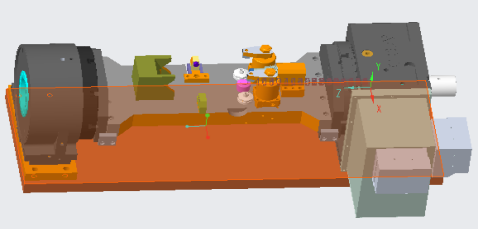
3. Both sides of the compression and one side of the compression
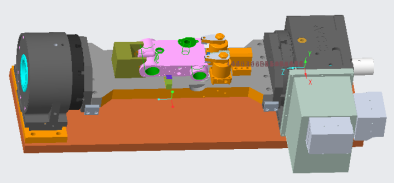
4. Note: Through the four-axis rotation, the order of first coarse and then fine processing
1: first processing plane D24H7 and other parts of this surface
2: four axis rotation 90 degrees, processing D50H7 and D40H7 rough machining, and other parts of this surface
3: four axis and then rotate 90 degrees, processing D47J7 hole rough machining, and other parts of this surface
4: When finishing, the two push cylinders on the side should be returned first and circulated once to process the finished product.
5: Replace the positioning block and the compression block, which can be shared with C403
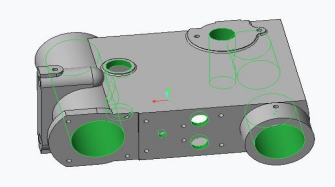
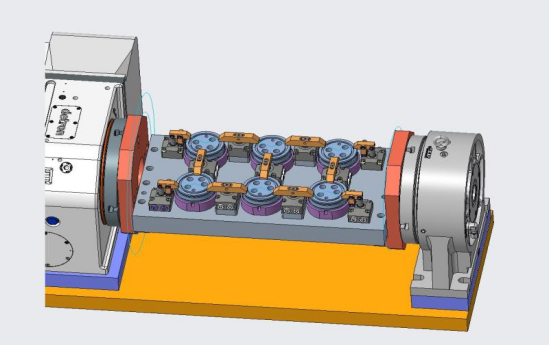
Four: VCST project plan
Conditions: four-axis processing: three processes, the last one out of six finished products
1: two-point clamping, front processing all holes

2: Four-axis rotation 90 degrees, processing D5 side hole; Four-axis rotation -180 degrees, processing D5 side hole

3. One out of six tooling design
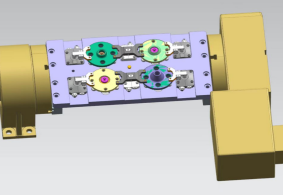
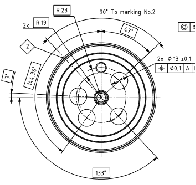
Five: steering knuckle four-axis tooling scheme
Condition: The machining center is equipped with four-axis model 320, and the center is high 210;
1: The connecting plates at both ends are designed as L-shaped, increasing the rigidity, and the thickness of the middle plate is 60mm;
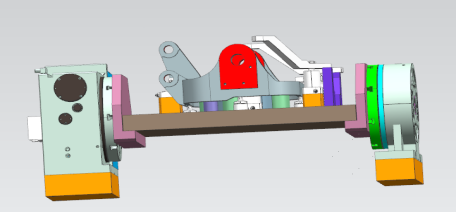
2: The rotating diameter is required to be greater than 460, and the four shafts and tailstock are increased by 80 at the same time,
3: Two-step compaction method: first press the middle two points,
4: After the four auxiliary supports are pushed out at the same time, the four oil cylinders are pressed again; that is, processing can be made.
Related Cases
New Da'an

Follow us
Nanjing Arrow-Stone Industry Co. ,Ltd
Telephone: 86 025 84958290
Address: No. 105, Building 8, District 8, Lingxin Market, Jiangning District, Nanjing