


Engine block
Release time:
2022-04-18
This test knife is an improved test knife.
Customer Purpose:
1. Improve the problems of insufficient finish and burrs of existing products.
2, improve production efficiency.
3, cost savings.
Test results;
1, product finish perfect marking, chamfer burr problem solved.
2, compared with the existing efficiency of about 25%.
3, production costs are basically flat.
Cylinder hole machining
Client: an automobile company limited by shares
Workpiece: PUMA2.2/2.4 cylinder
Material: GG25
Processing equipment: Starragheckert HEC500




Crankshaft hole machining
Processing content:
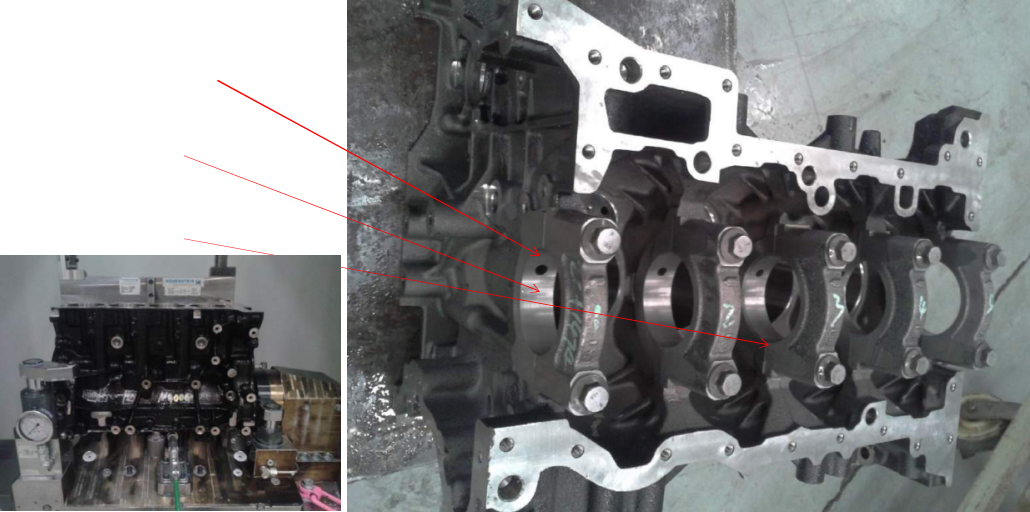
Semi-finishing crankshaft hole

Thrust surface finishing of crankshaft hole
Fz=0.2 F= 56mm/min

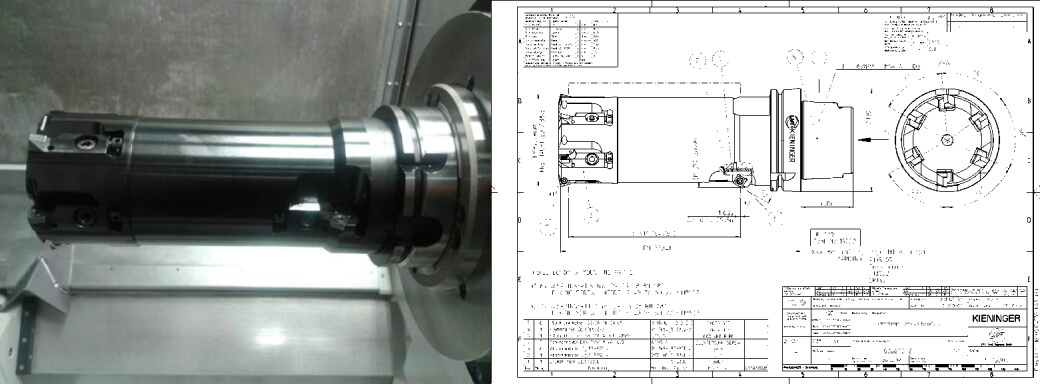
Crankshaft hole finishing
Compared with the traditional fine boring unit, the KIEINIGER semi-circular fine boring cutter holder can bring better cross-sectional strength to the boring bar, thus enhancing the rigidity of the boring bar.

Related Cases
New Da'an

Follow us
Nanjing Arrow-Stone Industry Co. ,Ltd
Telephone: 86 025 84958290
Address: No. 105, Building 8, District 8, Lingxin Market, Jiangning District, Nanjing