


Intelligent Management Solution of RFID Chip Handle
Release time:
2023-06-27
RFID is a non-contact automatic identification technology that emerged in the 1990 s. It has the characteristics of fast scanning, small size, strong anti-pollution ability and durability, reusable, penetrating and barrier-free reading, large data memory capacity and strong security. Therefore, it has great application potential in production data collection, monitoring and data transmission. In this paper, based on radio frequency technology, the RFID chip is installed on the tool handle to realize the collection and management of tool information and reduce the comprehensive production cost.
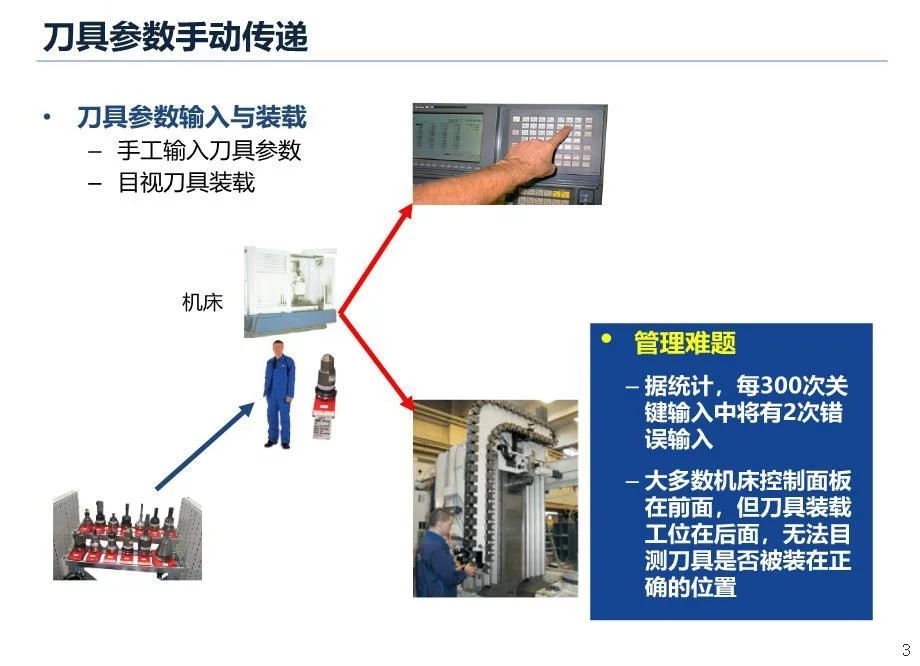
CNC machine tools have become the mainstream equipment in machining workshops. Generally, small CNC machining workshops are equipped with thousands of tools, plus their supporting parts, totaling tens of thousands of tools and hundreds of varieties. With the sharp increase in the number and type of tools, the production workshop of various types and specifications of standard and non-standard tools coexist, a large number of tools frequently in the tool warehouse and machine tools, machine tools and equipment between the flow and exchange. At present, domestic processing workshops rely more on manual methods and paper bar code management tools. Paper bar code in the oil environment is easy to stain, tool life can only rely on experience to judge. Due to the lack of tools, many machining processes are stopped, and machine tool operators need to spend a lot of time on finding tools. With the increase of the types of CNC machine tools and new products, the existing tool management scheme can not meet the demand, so the introduction of radio frequency technology (RFID).
RFID is a non-contact automatic identification technology that emerged in the 1990 s. It has the characteristics of fast scanning, small size, strong anti-pollution ability and durability, reusable, penetrating and barrier-free reading, large data memory capacity and strong security. Therefore, it has great application potential in production data collection, monitoring and data transmission. In this paper, based on radio frequency technology, the RFID chip is installed on the tool handle to realize the collection and management of tool information and reduce the comprehensive production cost.
 +
+
1 Tool management industry status and demand
Experts engaged in tool management research at home and abroad have developed many tool management software, but they cannot meet all the requirements of tool management. The existing tool management has the following problems:
The record and data of the entire life cycle of the tool cannot be analyzed, but the collection and monitoring of tool information is realized at the point of time, and the data of the unprocessed cannot be obtained;
Traditional tool management lacks M2M(Machine to Machine) information interaction and cannot realize integrated management;
The existing tool management program to meet the production needs for the purpose, does not consider the cost of the entire life cycle of the tool.


In order to solve the above problems and achieve the goal of more intelligent automation in the manufacturing industry, it is urgent to introduce new technical means to manage tool information. Balluff intelligently manages the use of cutting tools in machine tools, and transfers the cutting tool parameters to the machine tool, so that the cutting tool is added to the machine tool library for the processing program to call. When the tool processing is completed, the tool production time is written into the RFID of the tool to achieve real-time information collection of the tool, tool state tracking and other functions.
2 tool information management system parameter acquisition and setting
The tool information management system refers to the communication between the machinery and equipment in the manufacturing unit (such as CNC machine tools, tool pairs, etc.) and RFID readers, and uses radio frequency technology, CNC and RFID readers to adopt serial communication technology to realize the information monitoring and storage management of the tool in its life cycle. The entire life cycle of the tool generally includes planning, purchasing, marking, warehousing, lending, assembly, use, return, regrinding, scrap, etc.

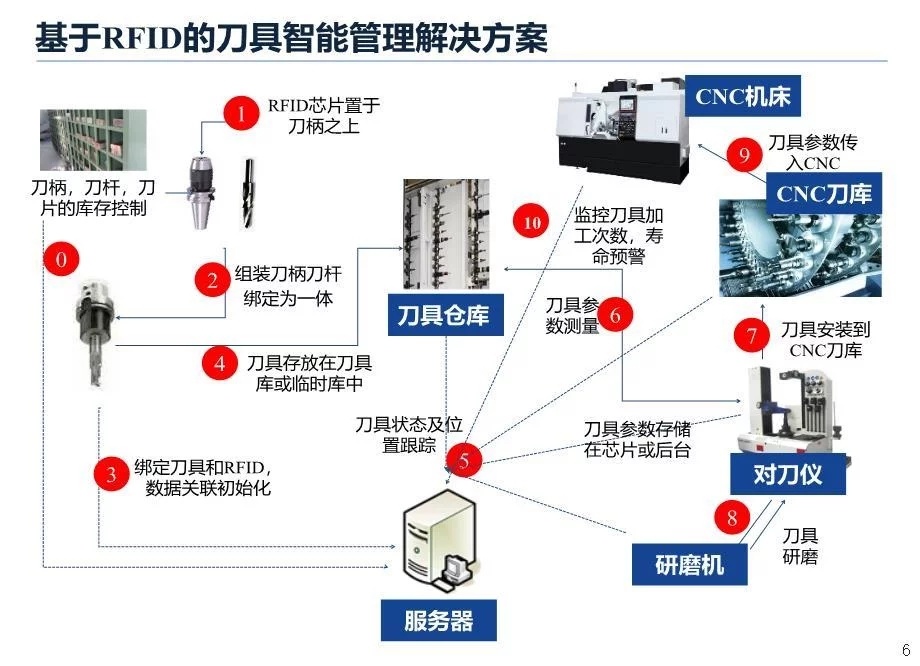

The prerequisite for the management of machine tools is that the tools have been set and set by the tool setting instrument. In order to realize the corresponding function of the tool, the machine tool needs to initialize the tool magazine and write the tool processing time into the handle RFID. Because the reading and writing distance of high-frequency RFID is relatively short, when reading and writing the RFID of the handle, the antenna should be close to the RFID tag through the pneumatic device.
(1) Initialization of machine tool magazine
To realize the intelligent transmission of CNC tool information, we must first rely on CNC machine tools. In order to ensure that the tool is automatically loaded into the tool magazine when the tool is loaded into the machine tool, and the tool parameters are read from the RFID tag into the tool magazine, the tool magazine of the machine tool needs to be initialized. The specific process is described as follows:
① When there is a tool change in the machine tool, it is necessary to control the cutter head of the machine tool to rotate for one week (see Figure 2) to reinitialize all the tools to the tool magazine of the machine tool;
② The following operations are required for each knife: CNC drives the cylinder to lift the RFID reading head through instructions. After the cylinder is in place, CNC obtains the induction switch state and starts the RFID reader to work; The cylinder state is maintained for 500ms, and CNC drives the RFID reader to read the handle RFID chip through serial communication. Withdraw the cylinder, CNC detects that the magnetic induction switch of the cylinder is in place, and the tool continues to run;
③ Functions to be controlled: add a button to the CNC operation interface, and the cutter head will automatically rotate for one week each time the button is pressed to ensure that the cutter can rotate for one week each time, thus initializing the tool magazine of the machine tool. It is not allowed to directly install the knife to the tool holder of the tool magazine of the machine tool.
(2) Tool production time record
When unloading (group) the tool, the tool production (processing time) will be written into the tool management system. The process of writing the machine tool processing time into the RFID of the tool handle is as follows:
① Before or after the machine tool is unloaded, the machine tool records the tools used, rotates the cutter head, and writes the tool processing time one by one;
② The cylinder state is maintained for 500ms, and CNC drives the RFID reader through serial communication and writes the handle RFID chip;
③ After retracting the cylinder, the CNC detects that the magnetic induction switch of the cylinder is in place, and the cutter head continues to rotate.
To ensure the smooth operation of the above scheme, a button needs to be added to the CNC operation interface. Before unloading the knife or after setting the knife, press the button once to make the machine rotate for one week and write the service time of the tool to finally complete the control of the tool life. When carrying out the scheme process operation, attention should be paid to the operation specification.
(3) Tool data storage in RFID chip
Tool code is an important information to determine the uniqueness of tool identity, write it into RFID, and manage each tool through tool code. When writing the corresponding program, the nominal diameter, nominal length and corresponding program of the tool can be determined according to the specifications and models of the tool, and then the corresponding diameter compensation and length compensation can be given according to the actual situation. Since the same tool can be installed on different machine tools, the same machine tool can also process different products, and abnormal conditions may also occur when processing products, so the above processing information needs to be displayed when processing. Through program control, the report can dynamically display the tool code, processed products, product quantity, abnormal information, etc. in the processing process, as well as the tool code, tool life, tool used time and other information in the RFID record.
3 Hardware system composition and software development
The hardware consists of an electronic tag (RFID), an antenna, a reader, and a related data interface. RFID tag is a data carrier, which is composed of a chip and a coupling element. Each RFID tag has a unique electronic code. The RFID tag antenna is the transponder antenna of the RFID electronic tag, which transmits the wireless radio frequency signal between the tag and the controller through communication induction. The reader is a device used to read or write RFID tag information.
Summary
The RFID tag is installed on the tool for life recognition and information reading and writing in the whole life cycle of the tool, and the reader is installed on the host computer of the CNC machine tool as the information exchange interface between the RFID tag and the main control system. The RFID tag is used as the information carrier to realize the information interaction between the tool and the host computer and the host computer, so as to realize the prediction of tool life. The new solution can realize tool life management, reduce tool inventory by 20%, reduce tool cost by 10%, reduce preparation time by 15%, improve equipment efficiency by 10%, shorten delivery time by 10%, and reduce comprehensive cost by more than 15%.
Related News
New Da'an

Follow us
Nanjing Arrow-Stone Industry Co. ,Ltd
Telephone: 86 025 84958290
Address: No. 105, Building 8, District 8, Lingxin Market, Jiangning District, Nanjing