
On the third day, Bosch (Jinan)'s Quality Department, Supply Management Department and Weifang Supply Chain Factory held a video conference to discuss and solve the problem of loose screw locks, involving a series of threads in the series of products. M10x1.5 /M14x1.5 /M16x1.5 /M18x1.5 /M20x1.5 all have a ratio of about 0.1. Find out the reason at the assembly site and the parts production site at the same time;
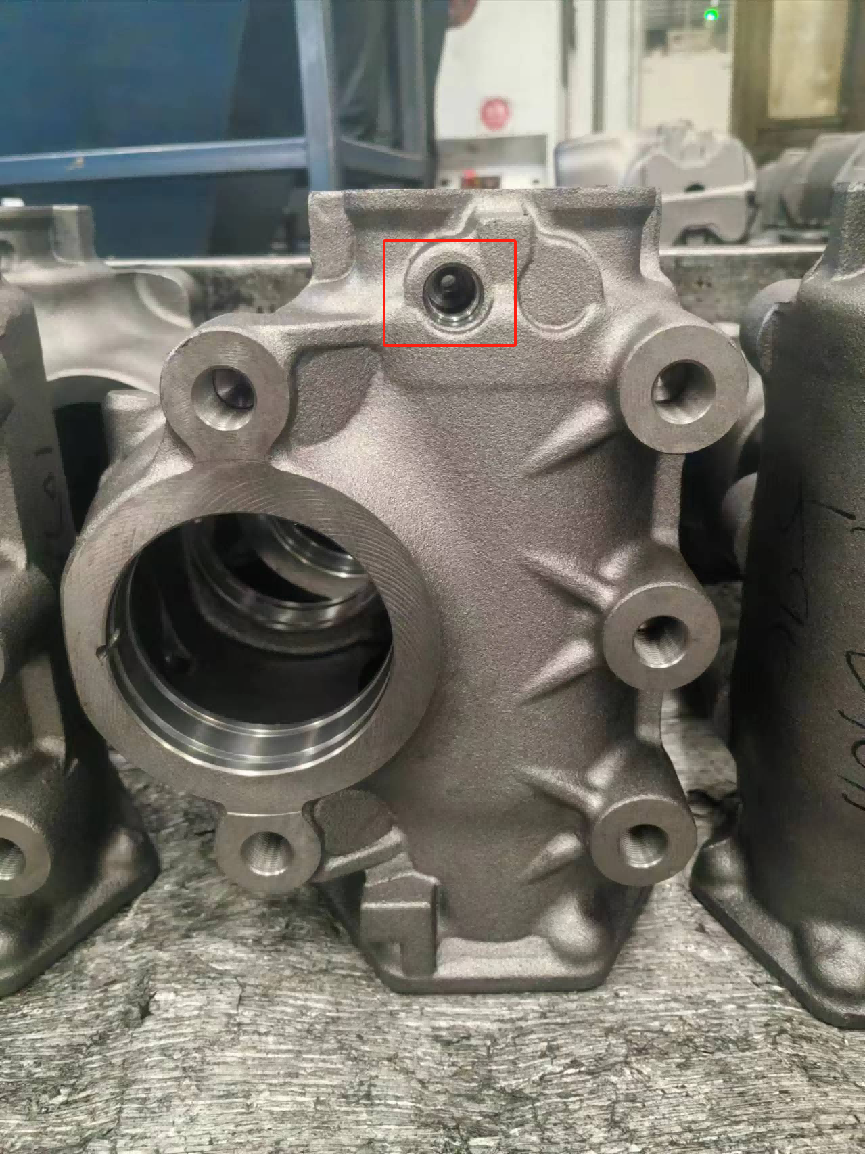
Fine debris (about 0.3*0.6*5mm), from the scene photo


Boost Botch zero defect: internal cold tap VS small iron filings
Release time:
2024-06-14
Boost Botch zero defect: internal cold tap VS small iron filings
New Products, New Empowerment
Product background: Bosch (Botch) Servo twin Gen3 fully redundant electro-hydraulic hybrid power steering system is Bosch's 3rd generation electro-hydraulic hybrid power steering system (EPS) product for heavy trucks in 2021. Support L3 level automatic driving, turning truck drivers from heavy manual workers into light manual workers in smart driving mode; It is one of Bosch's heavyweight products enabling China's heavy truck industry;

On the finished product assembly and commissioning line of Bosch Steering (Jinan), the new product introduction (NPI) link of Servo win Gen3 EPS has just been completed, and the batch order of HOWO, the main product of China National Heavy Duty Truck, has come, and the production line of Bosch (Jinan) is full load instantaneously;
Occasional factors, causing downtime
On a night shift at the end of April 23, assembly worker Xiao Liu found that the torque wrench was overloaded when locking several M14 screws, the screws were still not locked in place, and the quality was not qualified, which was an occasional factor. the engineer on duty and the monitor held an emergency on-site meeting, but failed. After a period of continuous observation, it was found that this problem occurred more or less in the threads of the series of products, however, the proportion of problems is only about 0.1, but it is far higher than the design requirements of the mechanical performance of the whole machine of 15ppm. The customer representative and the quality department issued a rectification notice, requiring the procedure to be implemented according to the quality standard of 15ppm;

Checked from the mechanical processing site, the edge cleaning link, the ultrasonic cleaning link, the packaging, storage and transportation link; No violation of the work instruction (SOP) and quality instruction (SIP) was found. Under the deduction of FMEA, no reason was found;
Finally had to dissect open product to see. On the thread at the end of the bottom of the threaded hole, three small 4~5mm taps are used to process iron filings;
When the problem was found, everyone breathed a sigh of relief. The supplier was puzzled. The process and procedure went through the second factory inspection. The process link also went through the introduction of new products and small batch inspection. Moreover, the delivery date is so urgent. Involving a large number of departments and personnel, PMC department made a quality release application with customer representatives and quality minister Zhang. after urgent consultation, the customer promised to temporarily release it for 3 days, 3 days to find ways to improve, adhere to the 15ppm zero defect (zero defect) standard;
Another village
At the FMEA meeting in the same period, the man-machine material method, standards, etc. were all checked to no avail. The information of the meeting was transmitted to the mechanical processing site. Zhang Xinyong, the PE engineer on the site, thought that since there were no problems with the above, the problem should probably be in the process conditions?
The engineer fed back the outline of the Case to Du Chengyuan, the tool efficiency improvement engineer of Arrow Stone. After urgent negotiation with the company, Du came up with a solution to the internal cooling of the tap and tried to solve this problem;
Process improvement
1. Tool system: from the regular of the external cold handle to the internal cold handle;
2. Tap tool is changed from external cooling to internal cooling;
3. Machine tool: from Taichung precision machine vertical machining center to Mazak6000-II double-table horizontal machining center, supporting the provision of 15kg internal cooling pressure;

The machine tool cycle time of the product shell is about 32 minutes, and four machines are equipped with new taps at the same time. After 2 days of emergency verification, it is proved that the problems of thread quality and residual iron filings have been basically solved. 11 parts were dissected (hundreds of pieces each, distressed).
The supplier wrote the 8D report that night, and the representatives of CNHTC and Bosch reviewed it on the spot. OK.
One year later, Arrow Stone tracked the follow-up stability and continuity matters and wrote this article to verify China's quality, China's speed and China's supply chain.
Report on Trial Cutting of Arrow Stone Tap-Botch 2023. 5.14
For more tap problems, please call Du Gong: 18265612588
Related News
New Da'an

Follow us
Nanjing Arrow-Stone Industry Co. ,Ltd
Telephone: 86 025 84958290
Address: No. 105, Building 8, District 8, Lingxin Market, Jiangning District, Nanjing