


Application of RTCP Ball Bar/Detection Bar in Five-axis Machine Tool
Release time:
2023-06-27
RTCP, in the high-end five-axis numerical control system, RTCP is considered to be the Rotated Tool Center Point, which is what we often call the knife point following function. In five-axis machining, when pursuing the trajectory of the tool point and the attitude between the tool and the workpiece, the additional motion of the tool point is generated due to the rotary motion. The control point of the numerical control system is often not coincident with the knife point, so the numerical control system should automatically correct the control point to ensure that the knife point moves according to the instruction set trajectory. This technology is also known in the industry as TCPM, TCPC or RPCP and other functions. In fact, the functional definitions of these names are similar to RTCP. Strictly speaking, RTCP function is used in the double swing head structure and is compensated by the rotation center point of the swing head. The function similar to RPCP is mainly applied to the machine tool in the form of double turntable to compensate for the change of linear axis coordinates caused by the rotation of the workpiece. In fact, these functions are the same, in order to keep the tool center point and the actual contact point between the tool and the workpiece surface unchanged.
RTCP, in the high-end five-axis numerical control system, RTCP is considered to be the Rotated Tool Center Point, which is what we often call the knife point following function.


Renishaw (Renishaw) Ball Bar Instrument Debo (Diebold) Ball Head Test
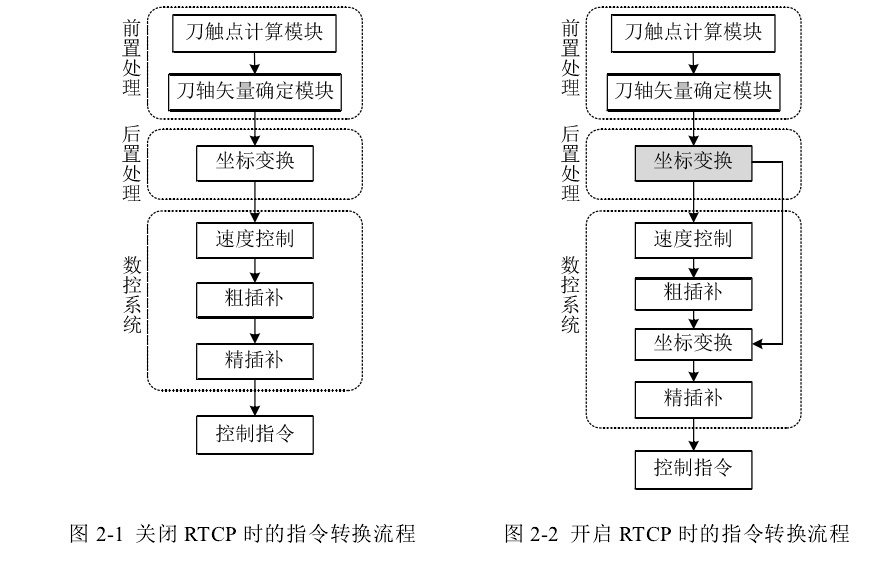
The RTCP function, fundamentally speaking, mainly changes the flow of interpolation operations.
In five-axis machining, when pursuing the trajectory of the tool point and the attitude between the tool and the workpiece, the additional motion of the tool point is generated due to the rotary motion. The control point of the numerical control system is often not coincident with the knife point, so the numerical control system should automatically correct the control point to ensure that the knife point moves according to the instruction set trajectory. This technology is also known in the industry as TCPM, TCPC or RPCP and other functions. In fact, the functional definitions of these names are similar to RTCP. Strictly speaking, RTCP function is used in the double swing head structure and is compensated by the rotation center point of the swing head. The function similar to RPCP is mainly applied to the machine tool in the form of double turntable to compensate for the change of linear axis coordinates caused by the rotation of the workpiece. In fact, these functions are the same, in order to keep the tool center point and the actual contact point between the tool and the workpiece surface unchanged.
For machine tools with RTCP technology (also known as true five-axis machine tools in the industry), the operator does not have to accurately align the workpiece with the axis of the turntable and clamp it casually. The machine tool automatically compensates for offset, greatly reducing auxiliary time and improving machining accuracy. At the same time, post-processing production is simple, as long as the output tool point coordinates and vectors on the line. In the mechanical structure, five-axis CNC machine tools are mainly double swing head, double turntable, a swing a turn and other structures.
We take the high-grade five-axis numerical control system of double turntable as an example to introduce the RTCP function in detail.
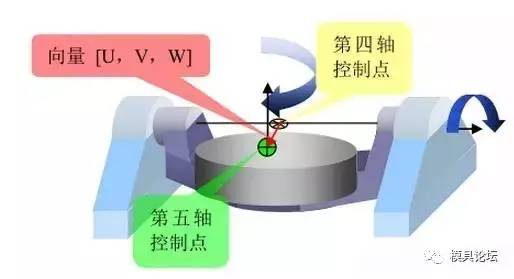
The concept of the fourth axis and the fifth axis is defined in the five-axis machine tool: in the structure of the double rotary table, the rotation of the fourth axis affects the attitude of the fifth axis, and the rotation of the fifth axis cannot affect the attitude of the fourth axis. The fifth axis is a rotational coordinate on the fourth axis.
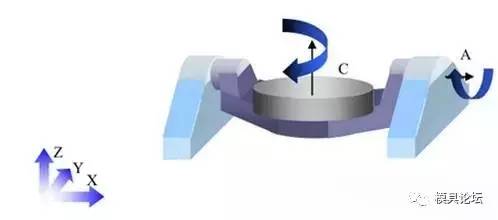
As shown in the above figure, the 4th axis of the machine tool is the axis and the 5th axis is the C axis. The workpiece is placed on the C- axis turntable. When the fourth axis A- axis rotates, the C- axis attitude is also affected because the C- axis is mounted on the-axis. Similarly, for the workpiece we put on the turntable, if we program the cutting tool center, the change of rotation coordinates will inevitably lead to the change of the X, Y and Z coordinates of the linear axis, resulting in a relative displacement. In order to eliminate this section of displacement, the machine is bound to compensate for it, RTCP is to eliminate the function of this compensation.
So how does the machine tool compensate for this offset? Next, we will analyze how this offset is generated.
According to the foregoing, we all know that the shift of the linear axis coordinates is caused by the change of the rotation coordinates. Then it is particularly important to analyze the rotation center of the rotation axis. For a machine tool with a double turntable structure, the control point of the C axis, that is, the 5th axis, is usually at the rotation center of the machine tool table. The fourth axis usually selects the midpoint of the fourth axis axis as the control point.
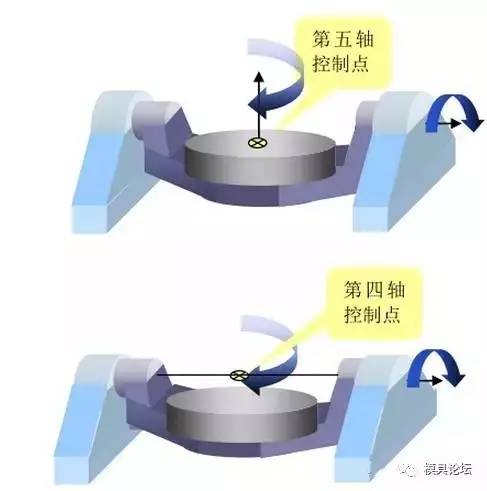
In order to realize the five-axis control, the numerical control system needs to know the relationship between the fifth axis control point and the fourth axis control point. That is, in the initial state (machine tool A, C axis 0 position), the position vector [U,V,W] of the fifth axis control point in the fourth axis rotating coordinate system with the fourth axis control point as the origin. At the same time, you also need to know the distance between the axis of A and C. For a double turntable machine, an example is shown in the figure below.
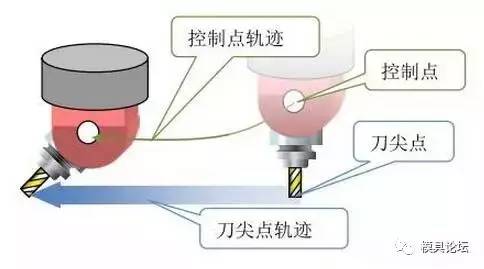
As you can see, for the RTCP function of the machine, the control system to keep the tool center is always in the programmed position. In this case, the programming is independent and independent of the machine movement. When you program on a machine tool, you don't have to worry about machine tool motion and tool length, all you need to consider is the relative motion between the tool and the workpiece. The rest of the work control system will do for you. For example:
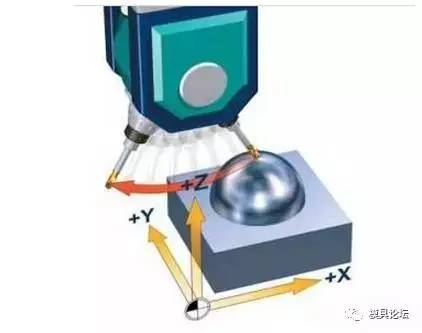
As shown above, the control system does not consider the tool length without RTCP function off. The tool rotates around the center of the shaft. The tip will move out of its position and will no longer be fixed.
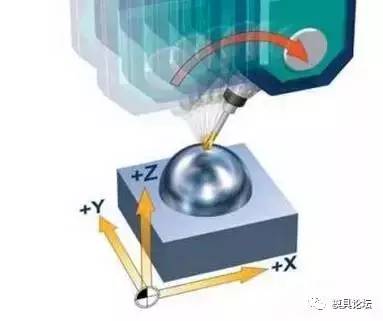
As shown in the above figure, with RTCP function on, the control system only changes the tool direction, and the tool tip position remains unchanged. The necessary compensating movements in the X,Y and Z axes are automatically calculated.
For five-axis machine tools and CNC systems that do not have RTCP, how to solve the problem of linear axis coordinate offset? We know that many domestic five-axis CNC machine tools and systems are false five-axis, the so-called false five-axis, in fact, refers to the machine tool without RTCP function. The true and false five-axis is neither to look at the appearance nor to see whether the five-axis is linked. It is necessary to know that the false five-axis can also be linked to the five-axis. The difference between the false five-axis is that it does not have a true five-axis RTCP algorithm, which means that the false five-axis programming needs to consider the length of the spindle and the position of the rotating table. This means that when programming with false five-axis CNC systems and machine tools, you must rely on CAM programming and post-processing technology to plan the tool path in advance.
For the same part, if the machine tool is changed or the tool is changed, CAM programming and post-processing must be carried out again. In addition, the fake five-axis machine tool needs to ensure that the workpiece is located at the rotation center of its worktable when clamping the workpiece. For the operator, this means that a large amount of clamping time is required and the accuracy is not guaranteed. Even do indexing processing, false five axis is also a lot of trouble. However, the true five-axis only needs to set up a coordinate system and only needs one tool setting to complete the processing.
False five-axis is to rely on post-processing technology, the machine will be the fourth axis and the fifth axis center position relationship, to compensate for the rotation axis of the linear axis coordinates of the displacement. The generated CNC program X, Y, Z is not only the programming point, but also contains the necessary compensation on the X, Y, Z axis. The result of this treatment will not only lead to insufficient machining accuracy, low efficiency, the generated program is not universal, and the labor cost is also high. At the same time, due to the different rotation parameters of each machine tool, there must be a corresponding post-processing file, which will cause great inconvenience to production. Moreover, the false five-axis generation program cannot be changed, and it is basically impossible to realize manual five-axis programming.
At the same time, because there is no RTCP function, many five-axis advanced functions derived from it cannot be used, such as the five-axis tool compensation function. In fact, for a five-axis machine tool, it is just a tool for us to achieve the processing results, and there is no difference between true and false. The important thing is that our process determines the choice of processing methods, relatively speaking, the true five-axis machine tool is more cost-effective.
Related News
New Da'an

Follow us
Nanjing Arrow-Stone Industry Co. ,Ltd
Telephone: 86 025 84958290
Address: No. 105, Building 8, District 8, Lingxin Market, Jiangning District, Nanjing